

At the start of our project, we were invited to DSV Global Transport and Logistics warehouse to observe and learn more on their day-to-day operations.
The following table shows the type of materials that were available as well as their primary Polymer Type that was discovered during our site visit
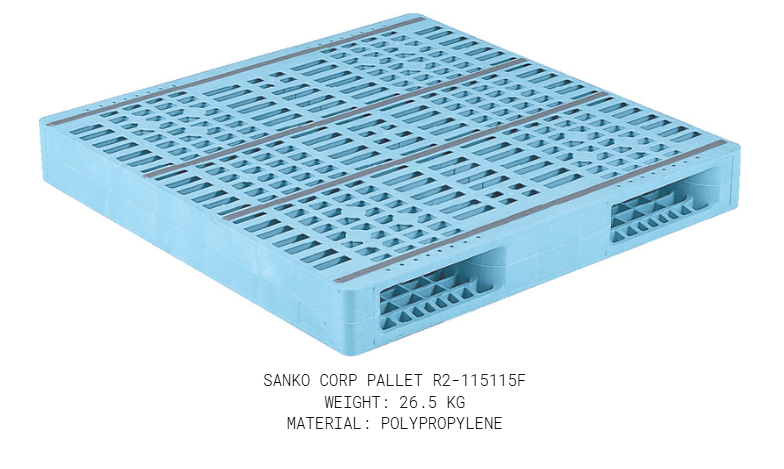
| Waste Object | Primary Polymer Type |
| Plastic Pallet | Low-foam Polypropylene (PP) |
| Plastic Shelf | High-Density Polyethylene (HDPE) |
| Shrink Wrap/Top Sheet | Low-Density Polyethylene (LDPE) |
| Gloves | Nitrile Butadiene Rubber (NBR) |
| Hair Nets | Synthetic Polymers |
| Shoe Covers | Chlorinated Polyethylene (CPE) |
Upon further research on their properties and considering various factors such as Processing/Recycling Methods, Costs of processing, Sustainability Value, Material Volume and Quality, we ultimately decided on the PP sheets due to its overall Low Contamination, high volume availability, ease of sorting and processing and its impact on greenhouse gas emissions. This was further reinforced by our group sentiment, where we believed that the material PP was the most appropriate material in creating the furniture required to refurbish the room as requested by DSV

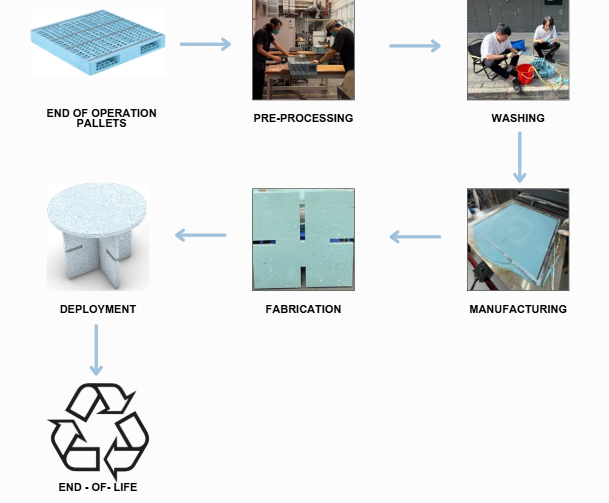
To turn the PP sheets into usable material, it underwent through a physically and time intensive process consisting of Pre-Processing, Plastify-Processing and Finishing.
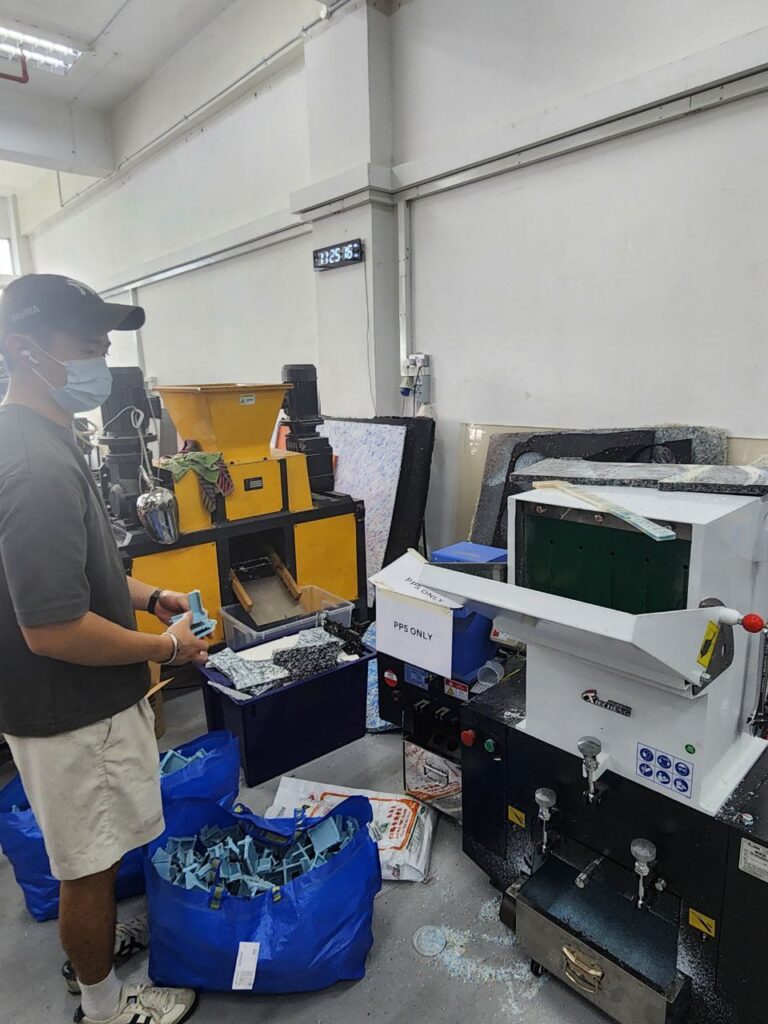
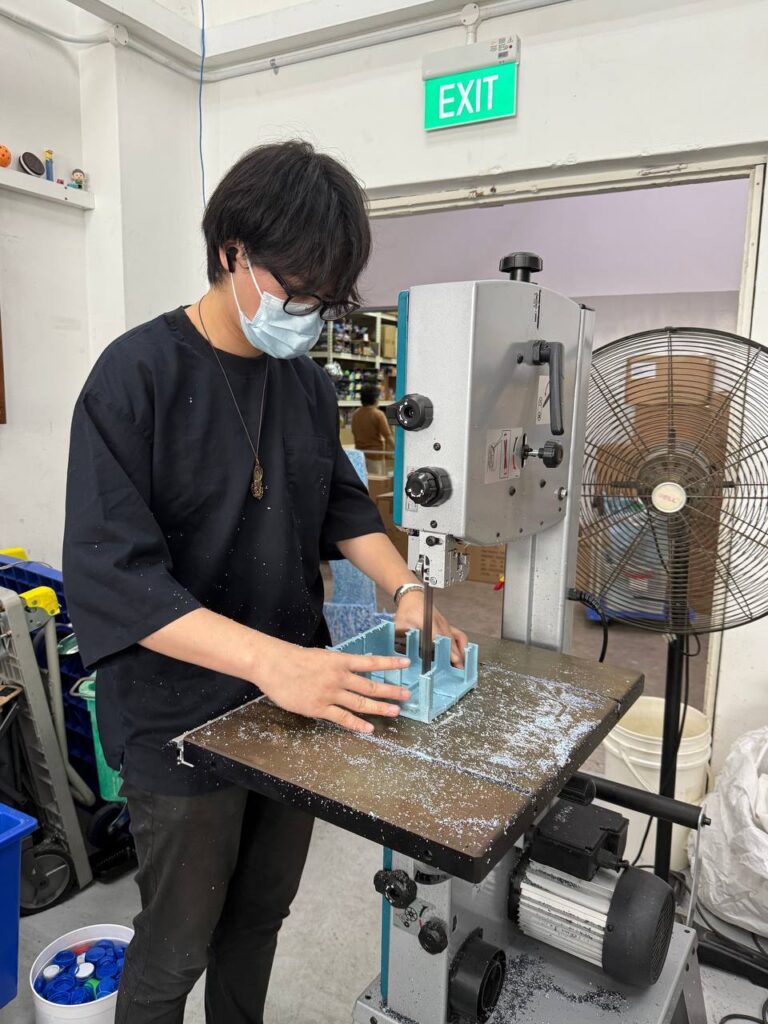
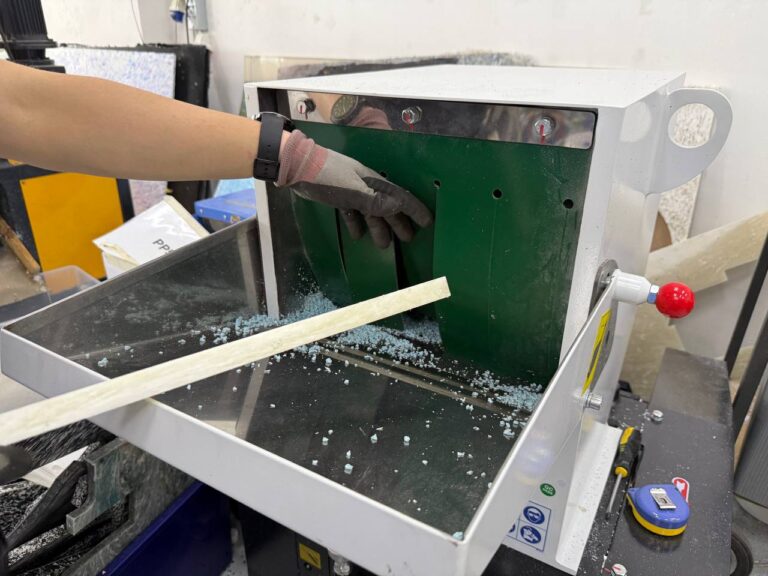
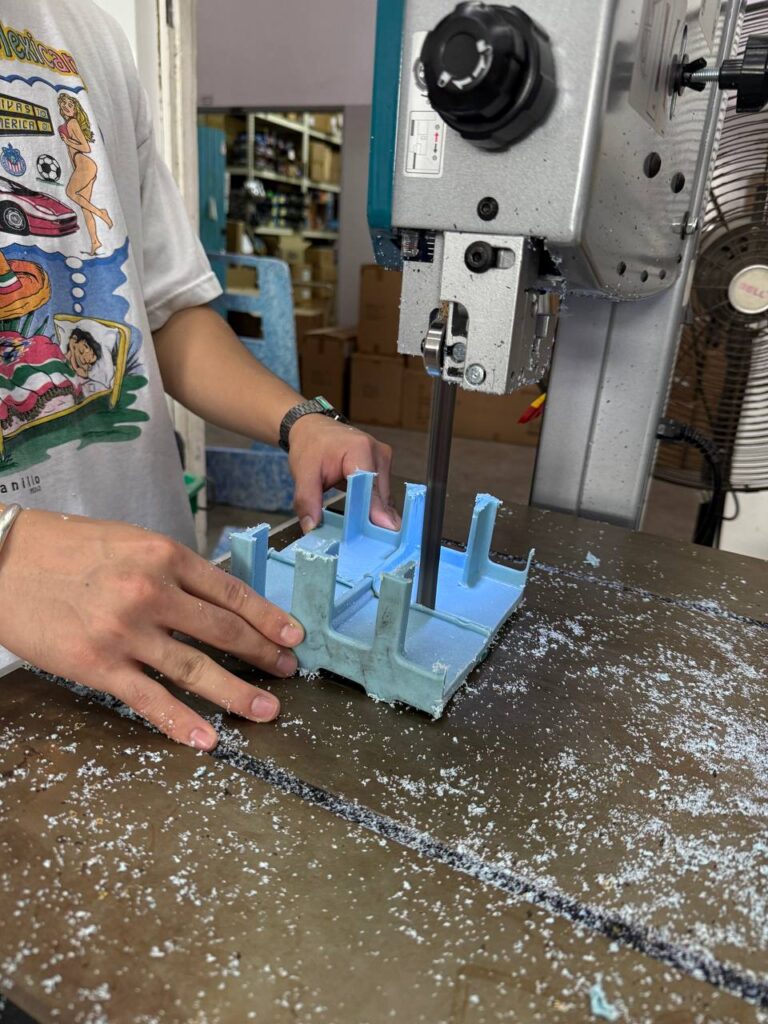
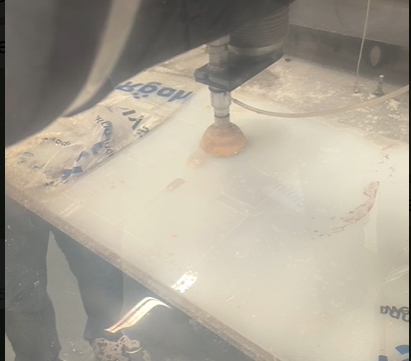
In order for our PP material to fit into the specialised machines in Plastify, we had to cut them into smaller pieces. This was done via circular saws and Bandsaws in the Fablab. Other cutting methods proved to melt and potentially damage the sheets, which was not helpful and dangerous. After obtaining the small plastic chunks, we then had to clean these chunks to remove as much contaminants as possible. Presence of such contaminants might structurally hurt the overall homogeneity and cleanliness of our final end product.
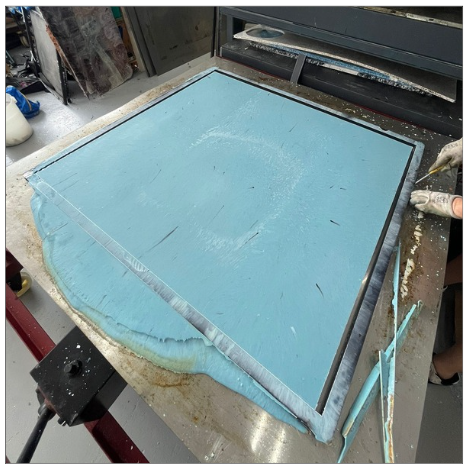
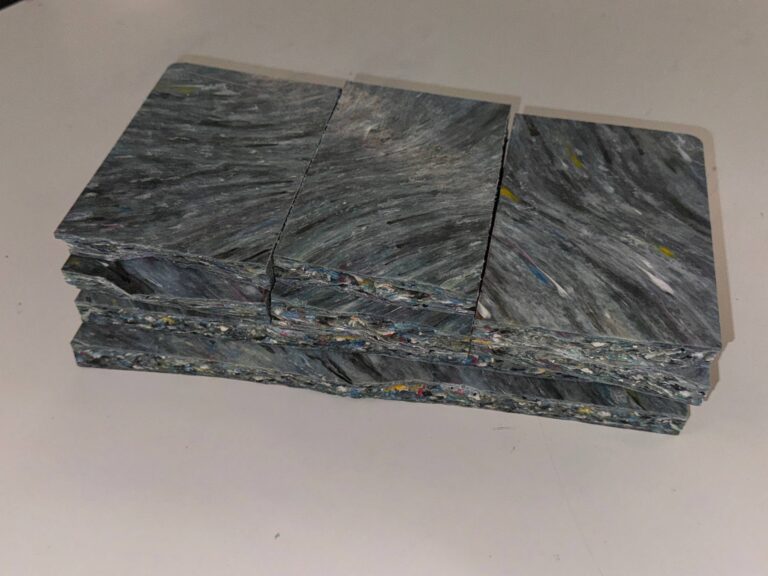
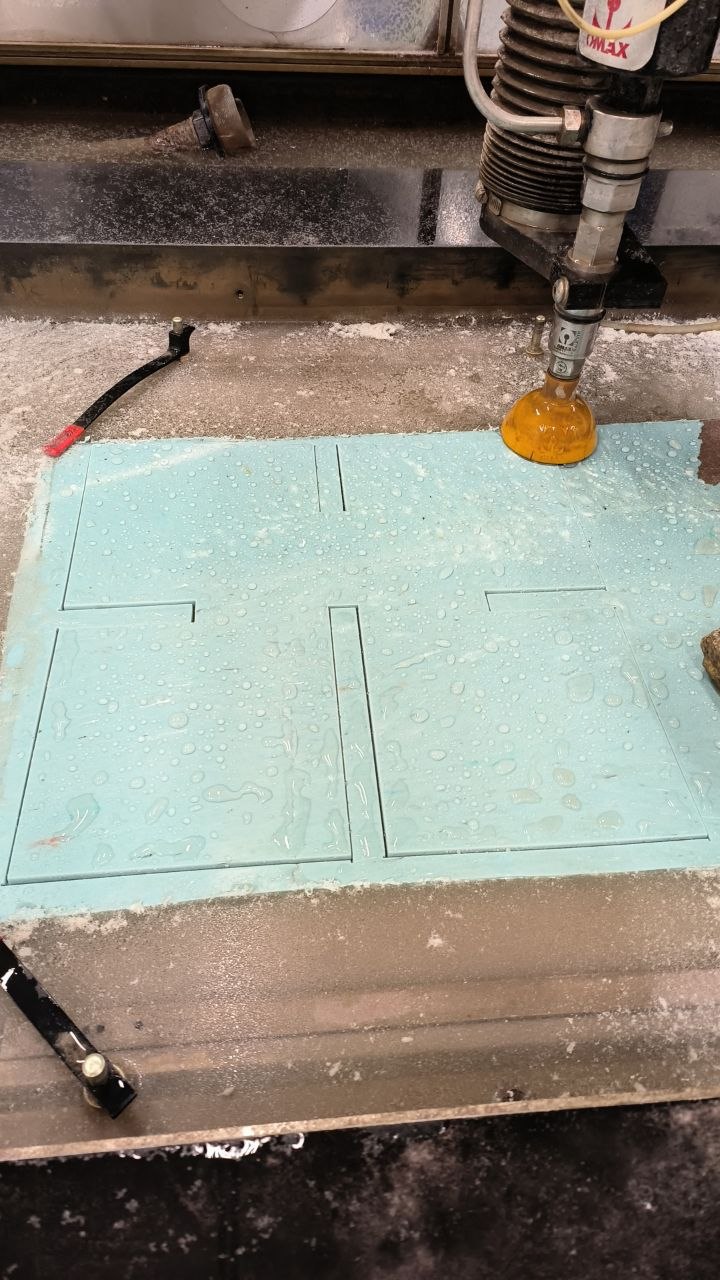
With cleaned chunks on hand, we then brought them over to Plastify for further processing. This involved further shredding and carefully laying out the fragments into their sheet press as evenly as possible. The initial pressing took a day to complete, however to further ensure the sheets were truly flattened, we did two more presses for each sheet produced. The end result of our time at Plastify was two beautiful blue PP sheets, which we delivered back to SUTD.
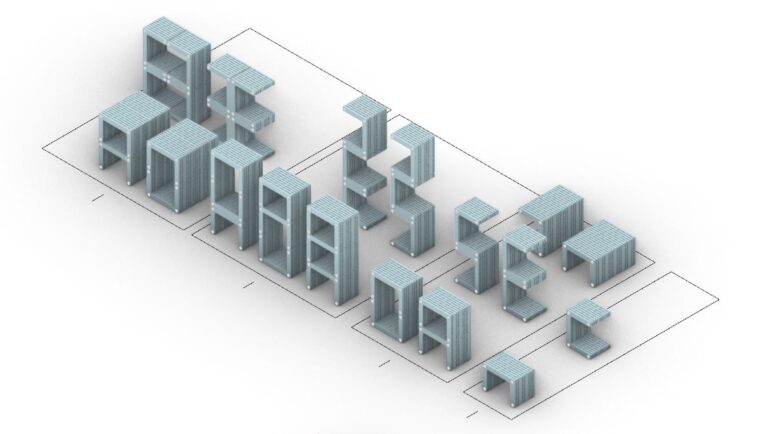
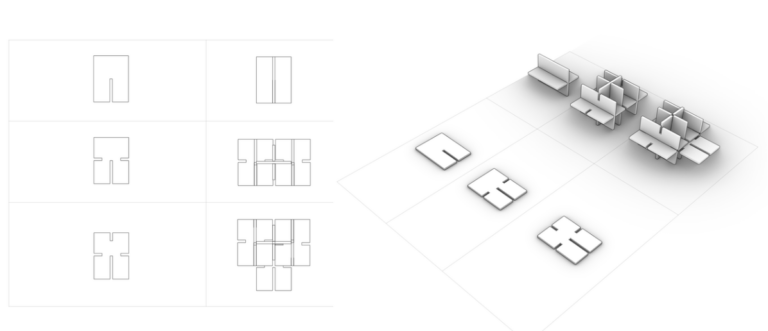
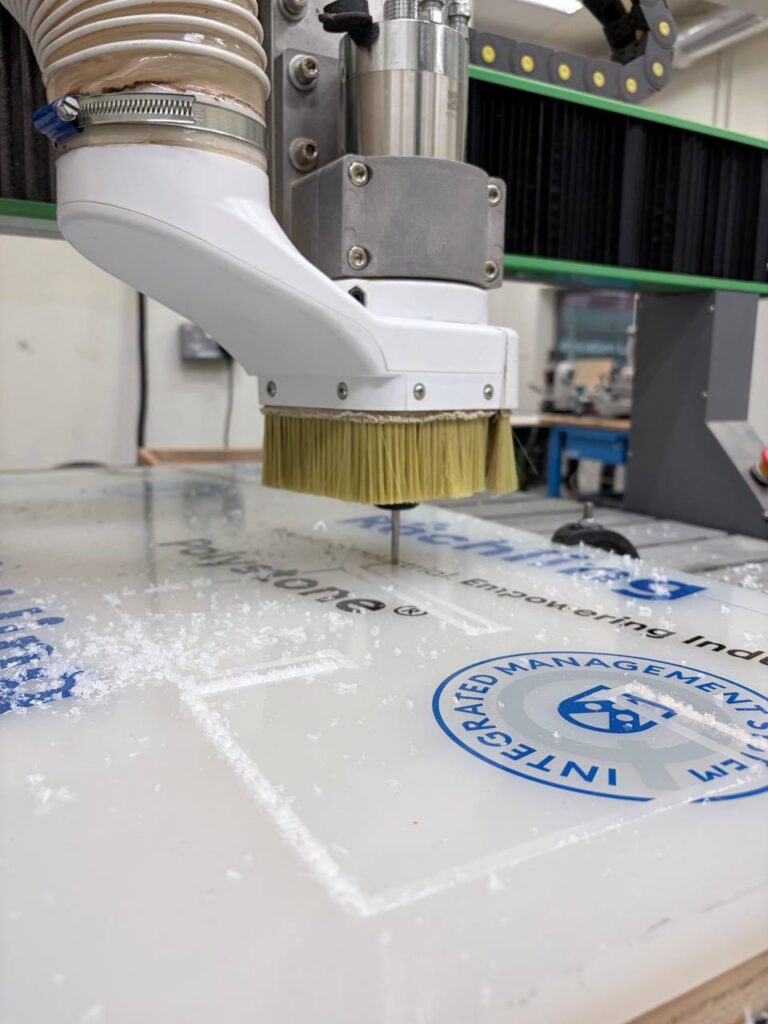
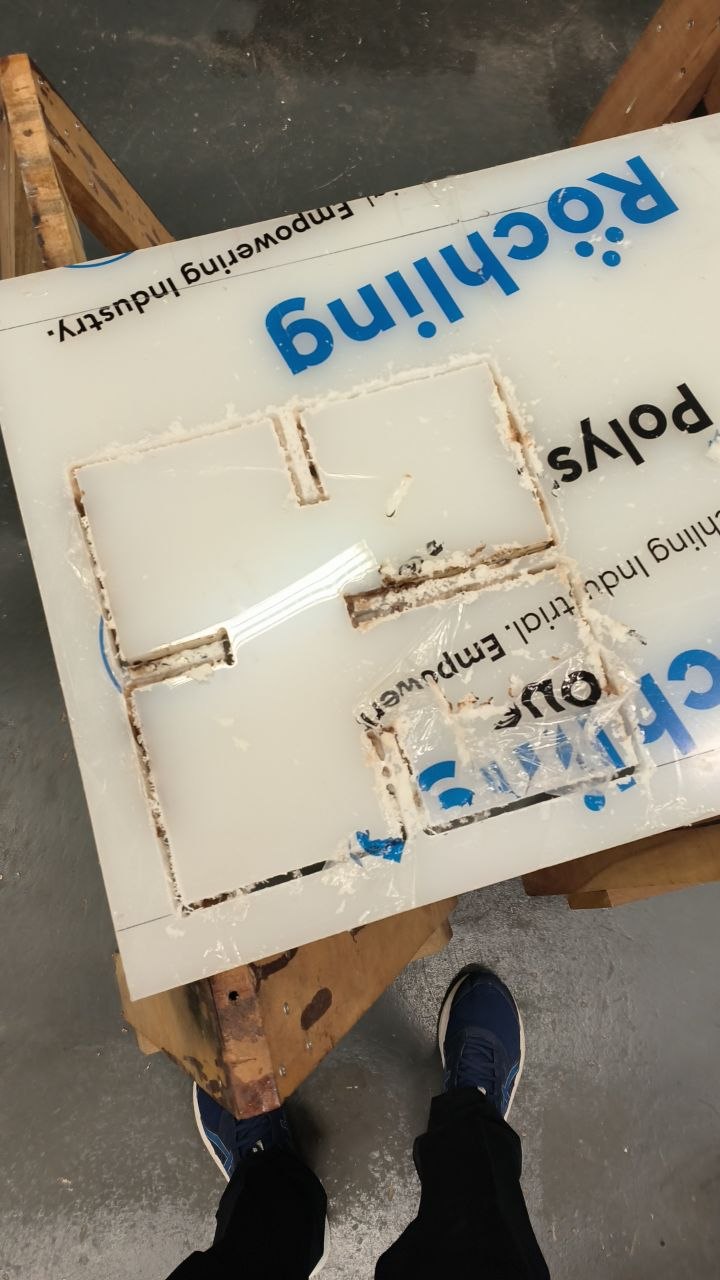
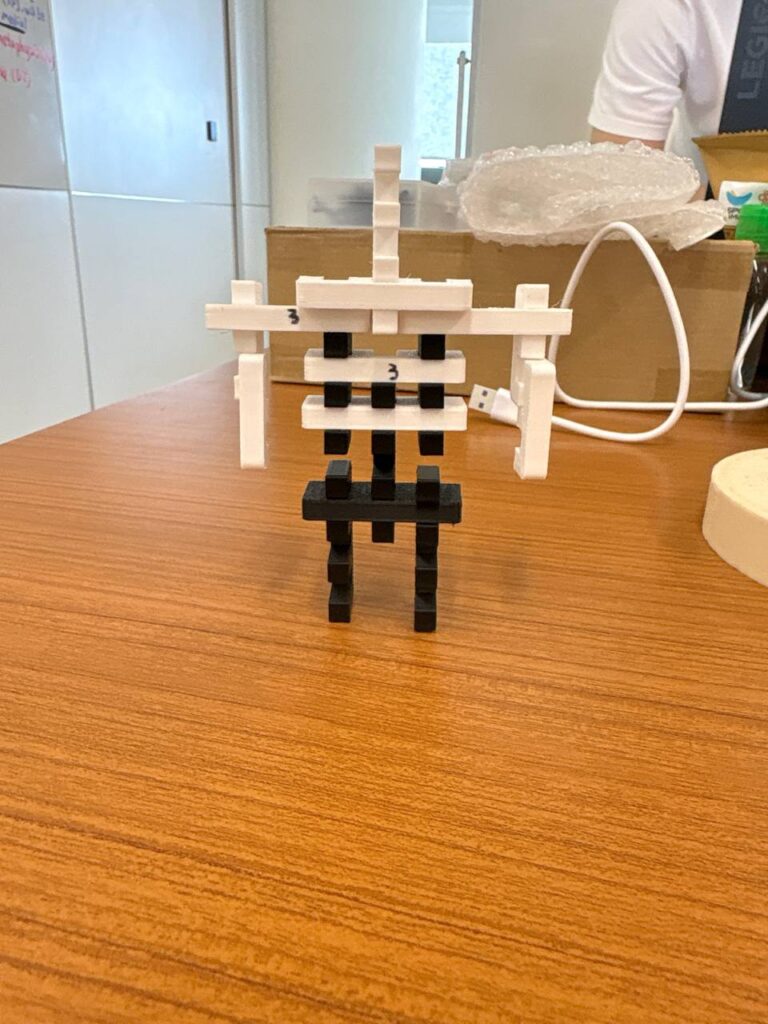
With the sheets on hand, we then begun cutting and iterating our modular units to make our furniture.
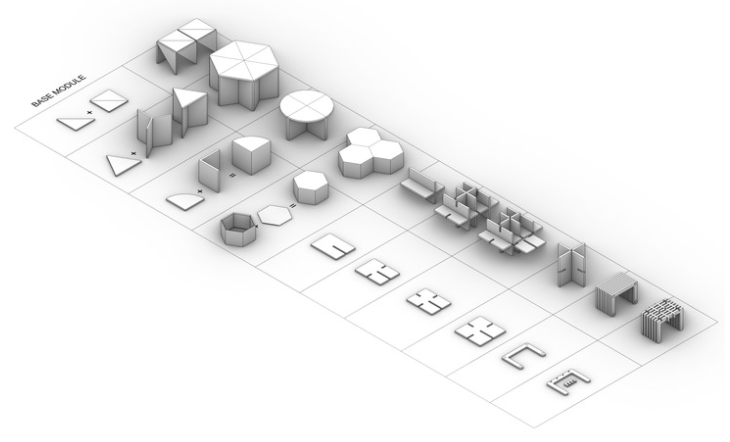
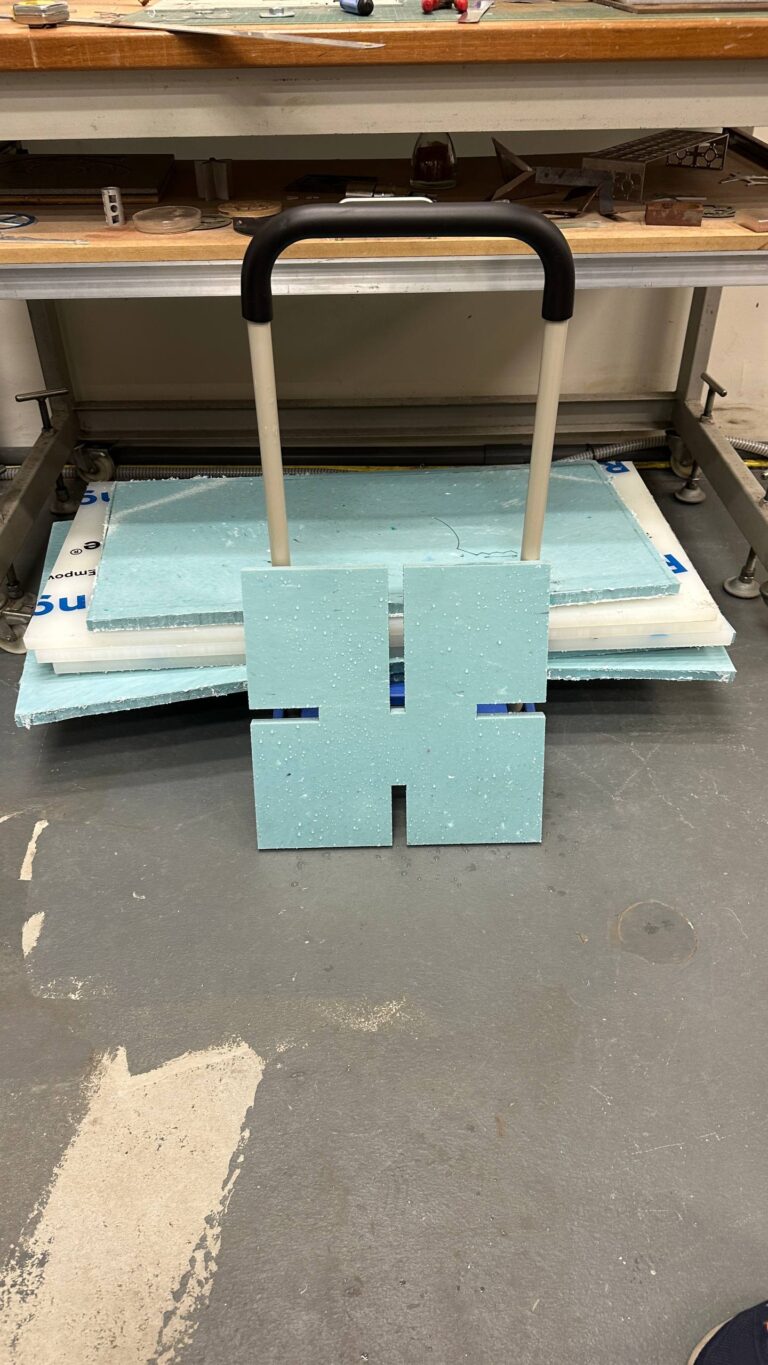
Initially, we explored various forms of upcycled furniture, focusing on standard beam constructions and traditional mechanical joint mechanisms using the pressed PP sheets.
Observations: A critical hurdle was encountered during the fabrication phase. The recycled PP sheets exhibited a strong tendency to warp and bend after the pressing and cooling process. Since traditional furniture designs and our early modular concepts relied on tight tolerances and rigid geometry to remain stable, this warping rendered our initial joining methods inconsistent and weak.
Learning Point: We needed a design that could absorb or negate these material imperfections rather than fight against them.
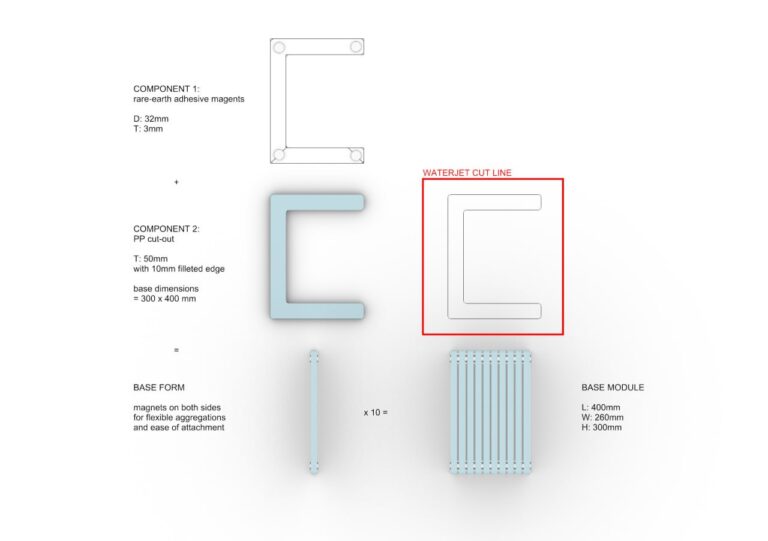
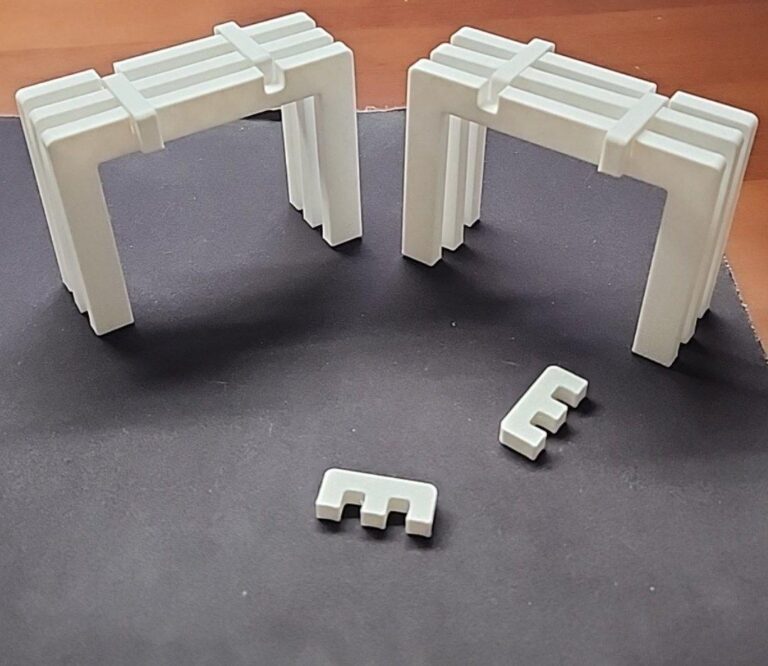
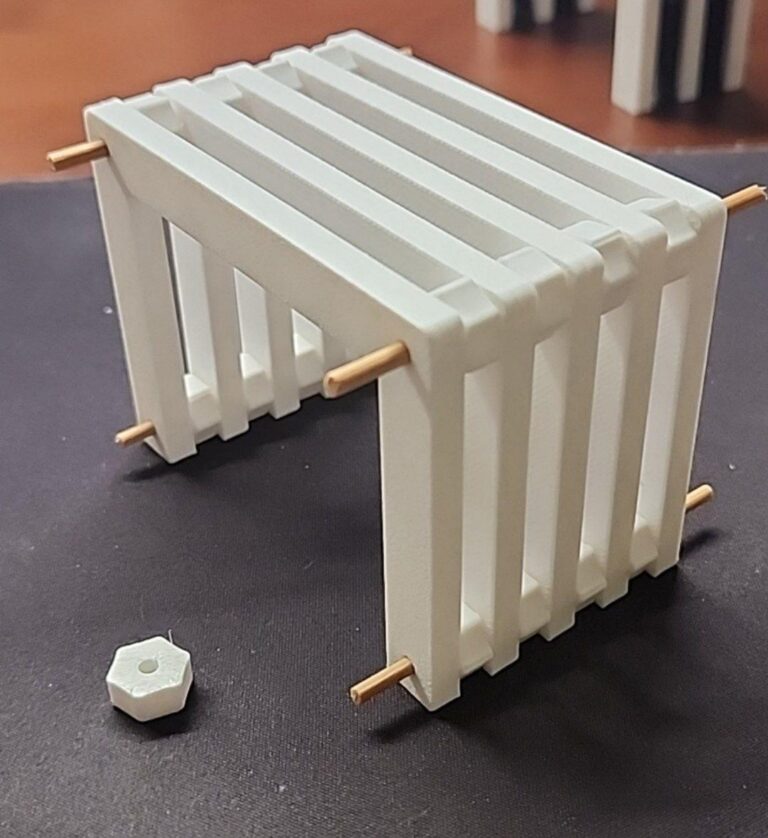
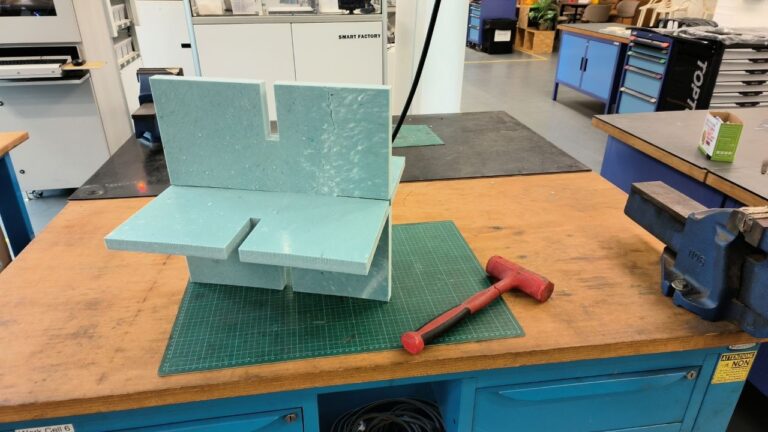
Our subsequent iterations involved the ‘C-Piece’. From the use of magnetic assemblies for quick assembly, E-Piece Connectors as a companion connector module and physical Dowel joints, our attempts of a flat-packed module was met with further observations and learning points.
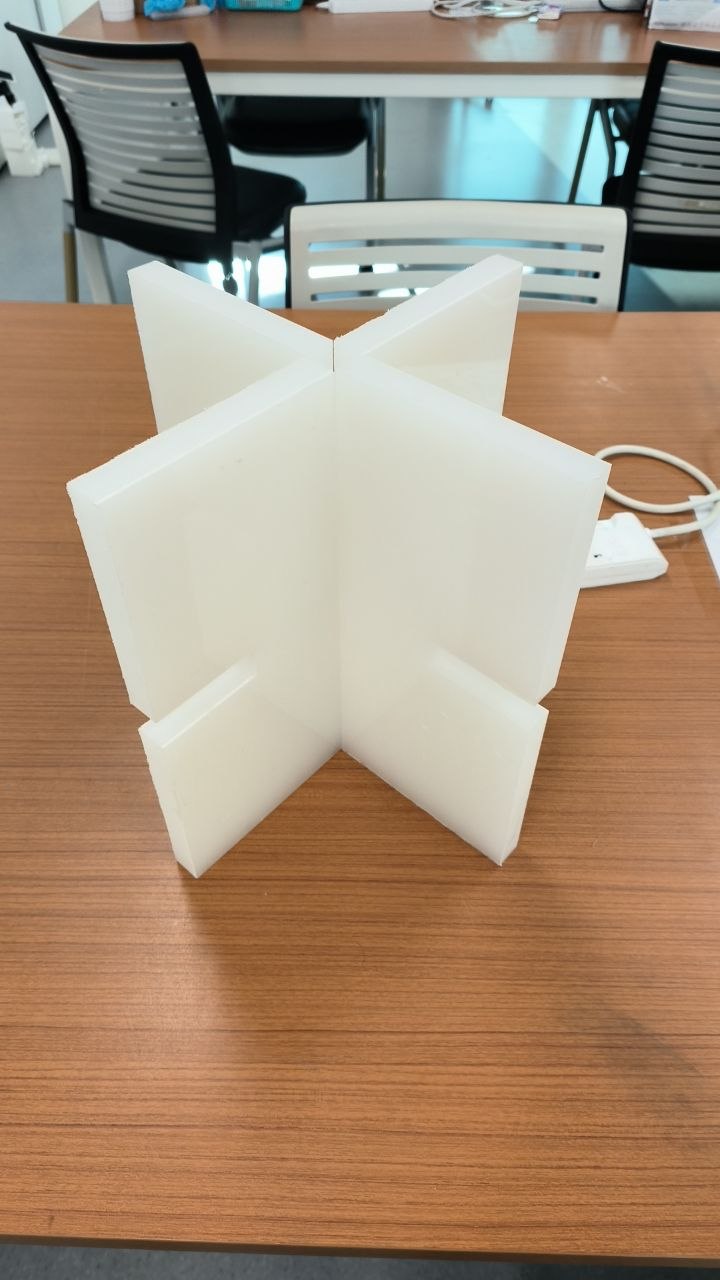
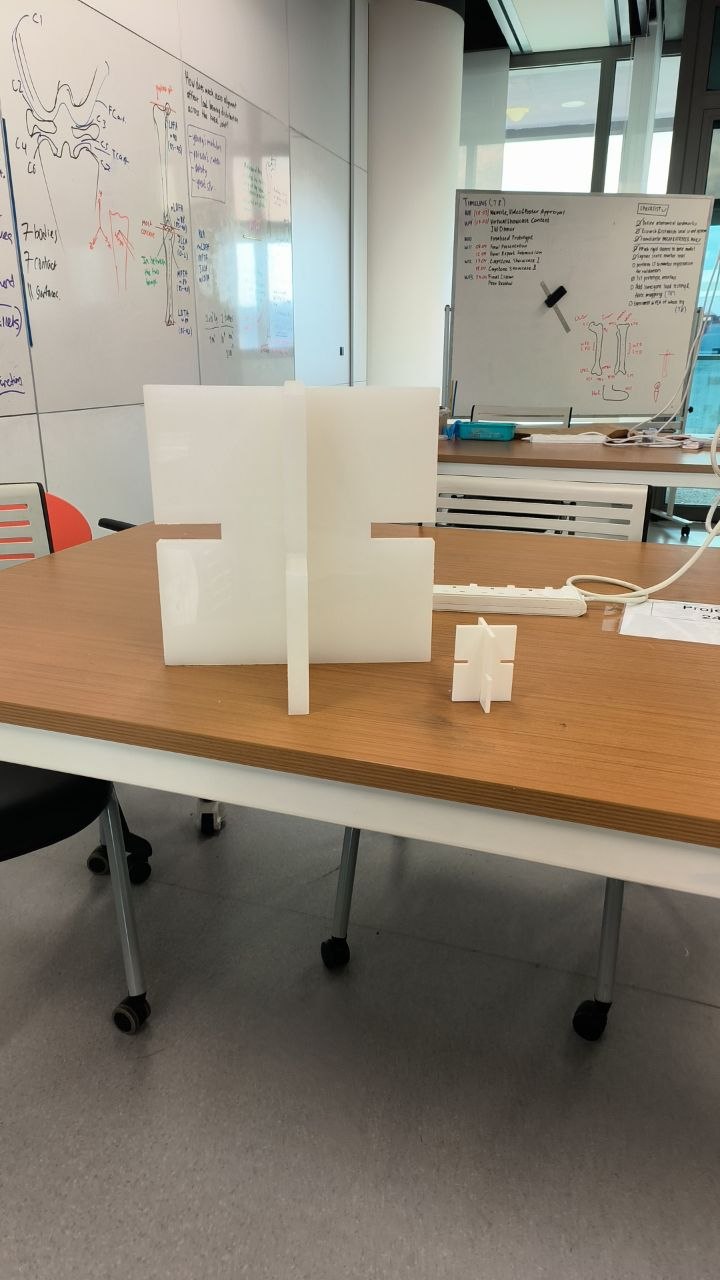
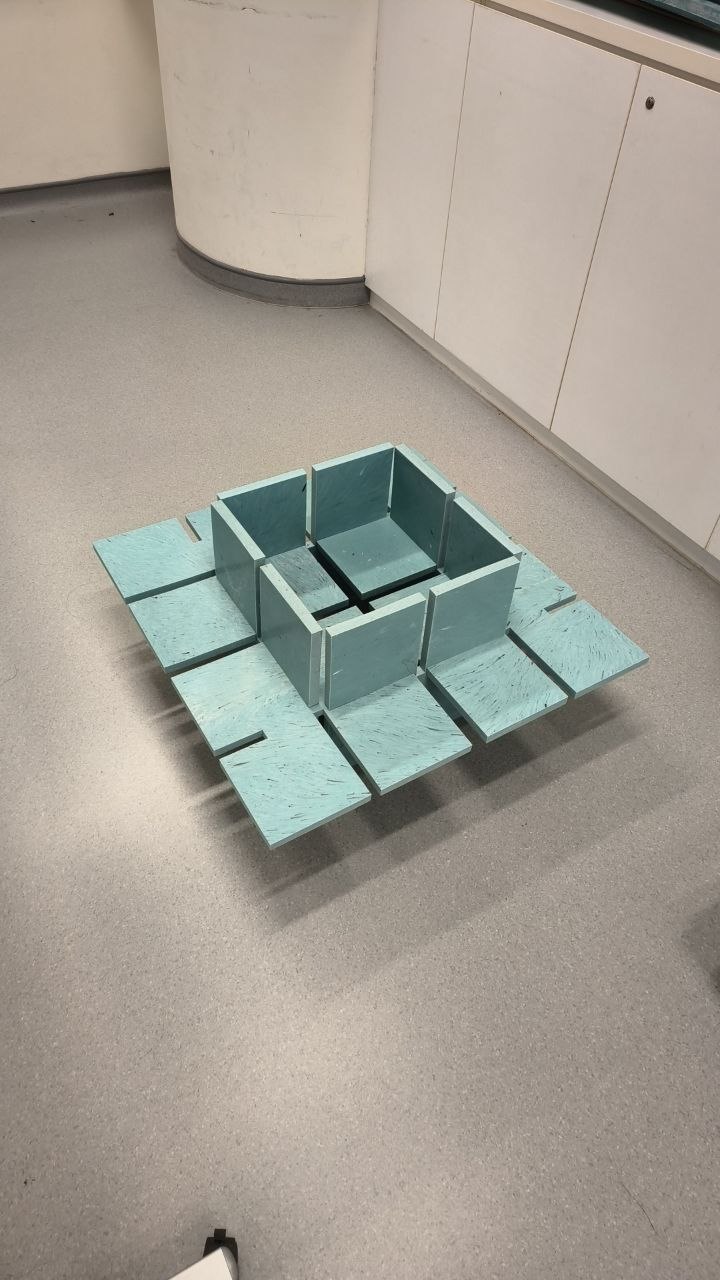
To summarise, these iterations highlighted a clear trade-off: designs that were structurally sound (resisting diagonal flex) relied on tight tolerances that our warped recycled PP couldn’t provide, while designs that ignored tolerance (like the magnetic C-Piece) suffered from joint failure. This led directly to our final design philosophy: a zero-component friction joint.

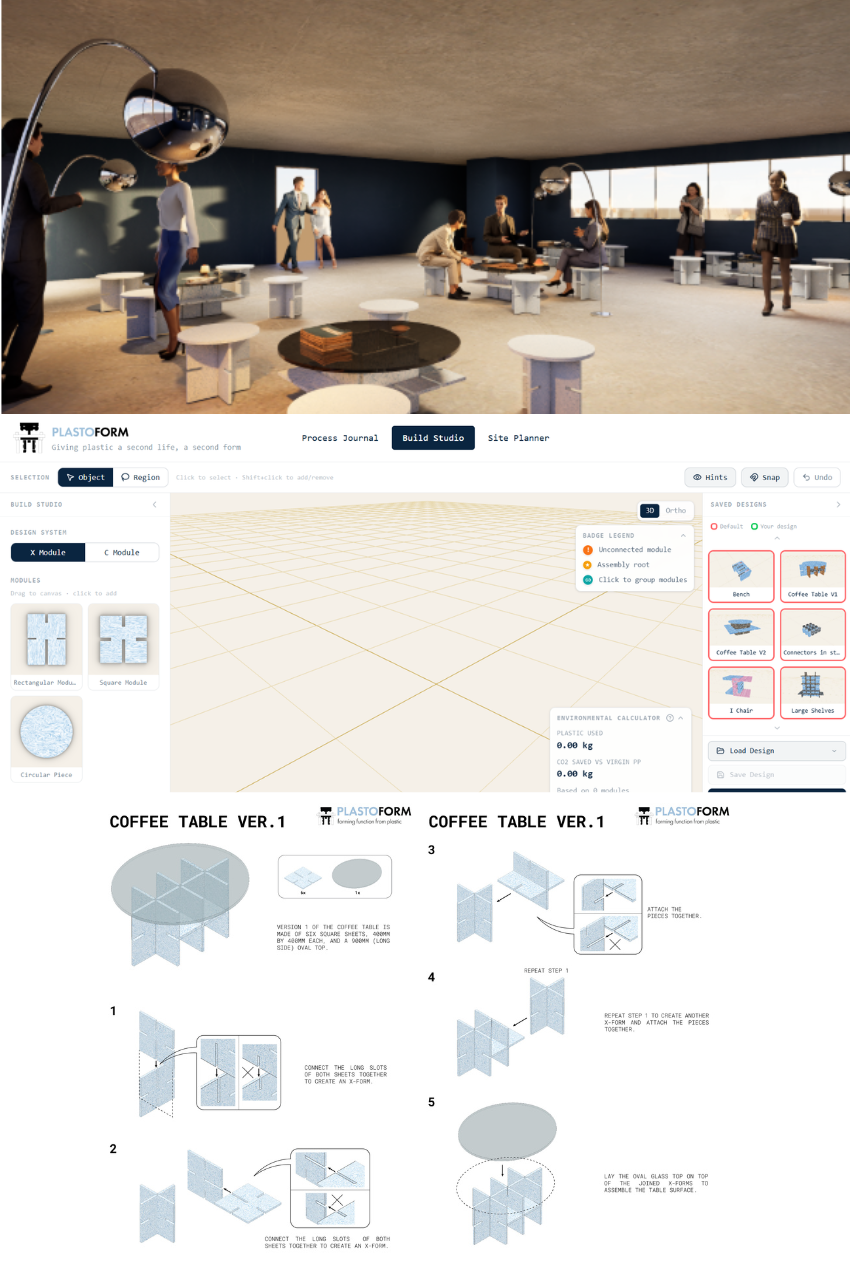
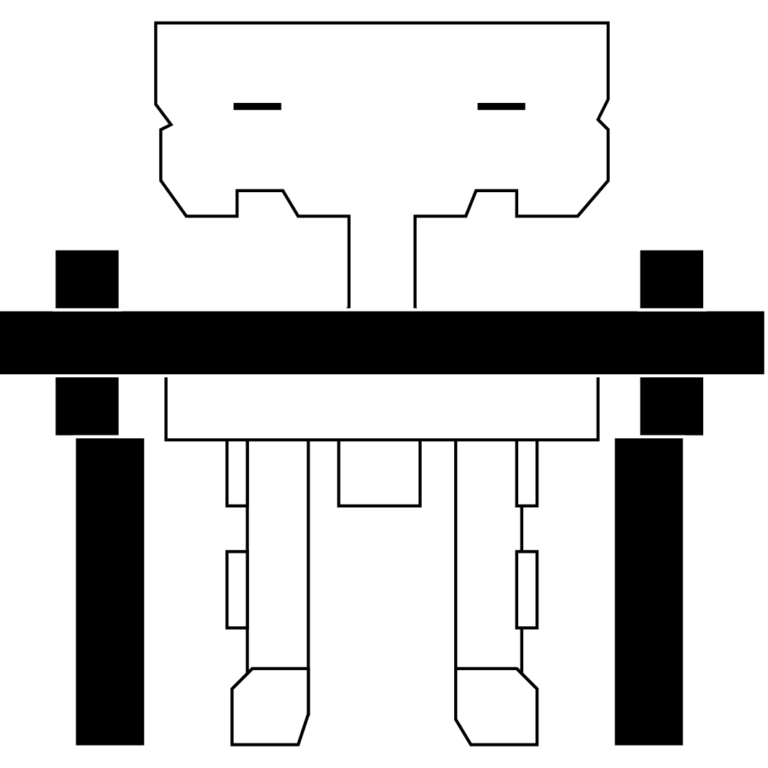
Beyond simply delivering our X-Pieces, to ensure that they are practical and accessible for DSV staff to use, we developed accompanying materials and ecosystem to guide assembly, akin to a Lego manual. These include Our Renders, The Digital Cookbook and The Physical Cookbook.





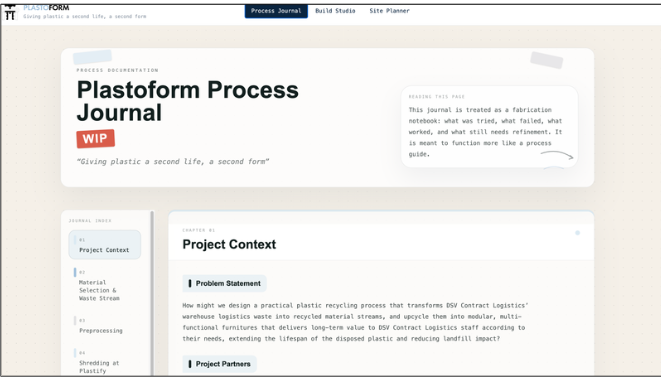
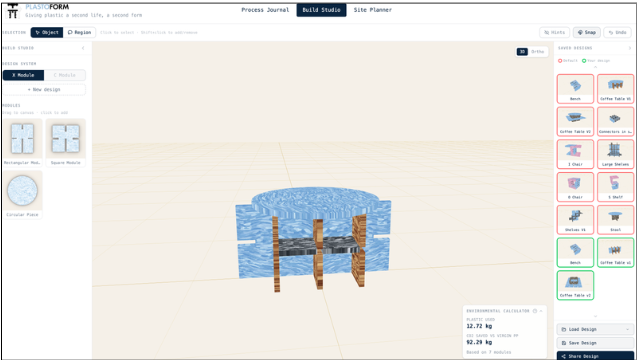
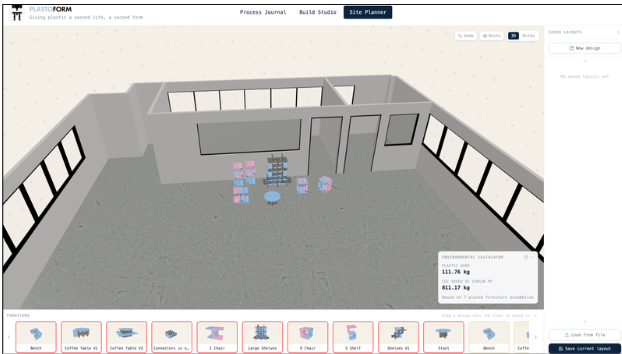
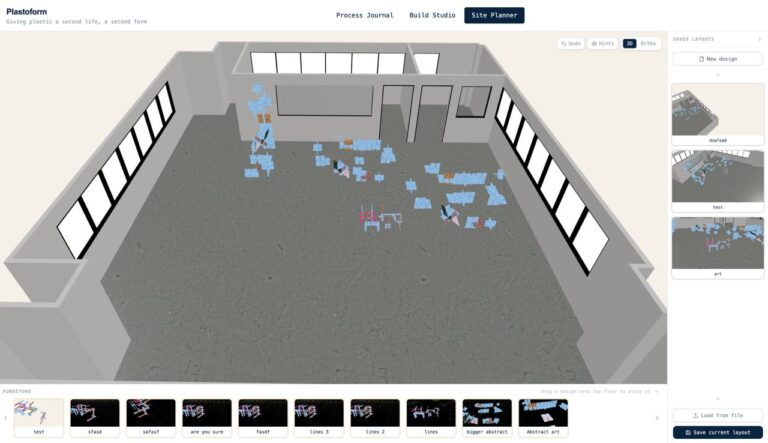
The “Digital Cookbook” was designed to make the Plastoform system understandable, usable, and replicable beyond the physical prototype alone. It enables staff to quickly visualise how furniture can be assembled, what configurations are possible, and how much recycled material a design would require. Instead of relying on technical drawings or abstract instructions, users can easily understand the system through a visual, interactive and familiar environment.
The static website includes:

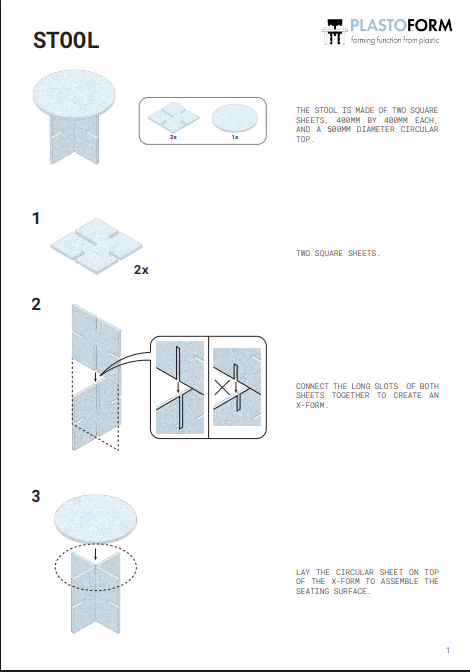
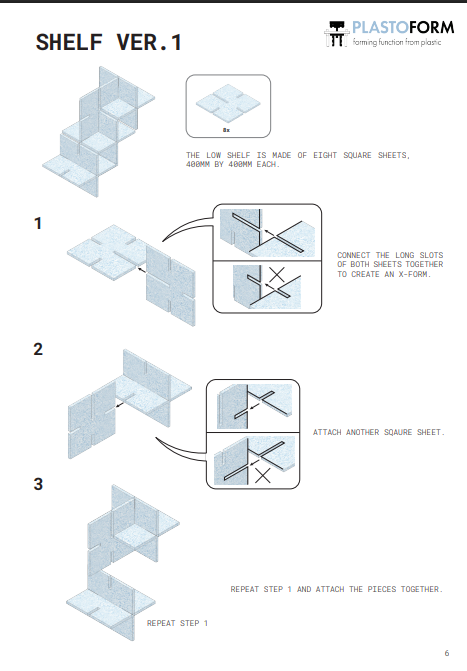
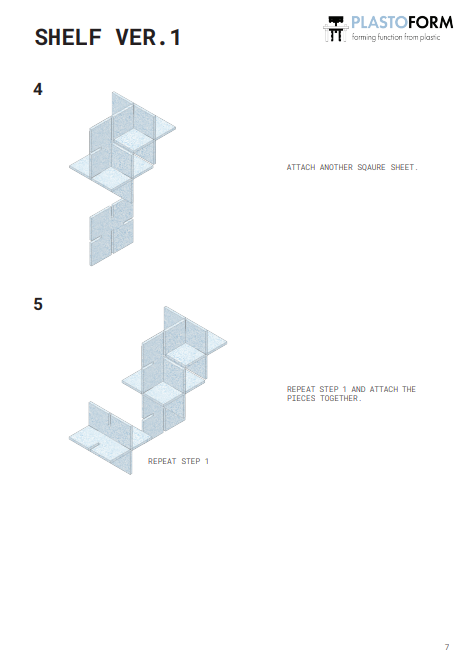
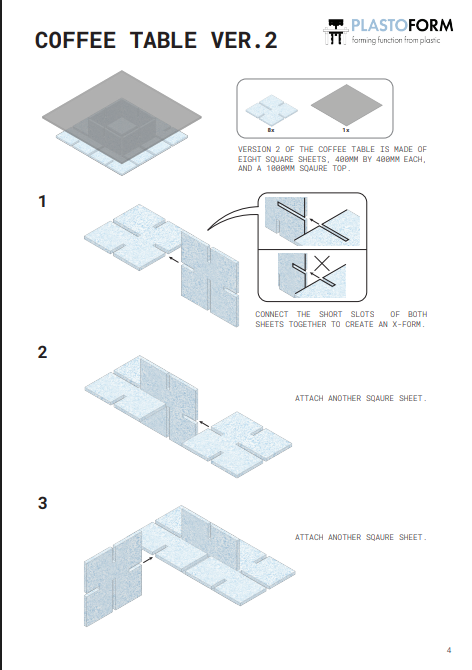
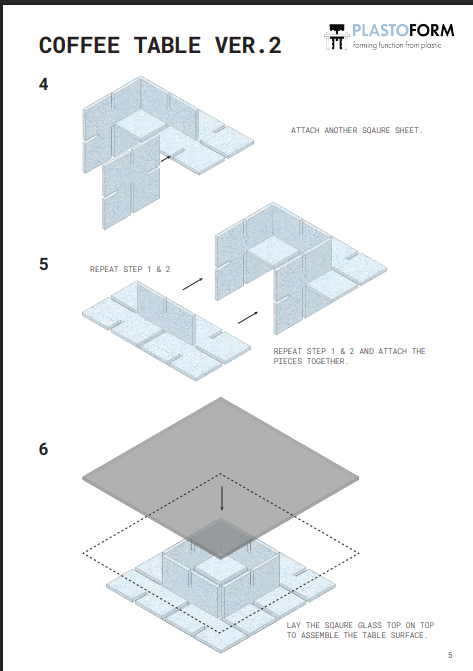
Recognising that workers on the warehouse floor might not always have access to a digital device, we created a physical “Cookbook.” Similar to instructions included in modular toy sets, this manual provides step-by-step pictorial guides for assembling common, highly useful furniture items utilizing the X-Pieces in an easy-to-follow manner The current edition includes instructions for: