
We began by understanding the challenges of colour quality control in footwear manufacturing. Through research and industry collaboration, we identified key pain points such as inconsistent human inspection, lack of scalability, and sensitivity to environmental conditions. This phase established the foundation for a system that prioritises objectivity, repeatability, and seamless integration into production workflows.
With a clear problem space, we explored a range of solutions across hardware and software. Multiple approaches were evaluated, from traditional pixel-based methods to machine learning models and hybrid systems. In parallel, we designed concepts for controlled lighting, automated image capture, and multi-angle inspection. This iterative exploration allowed us to converge on a solution that balances accuracy, efficiency, and practicality.
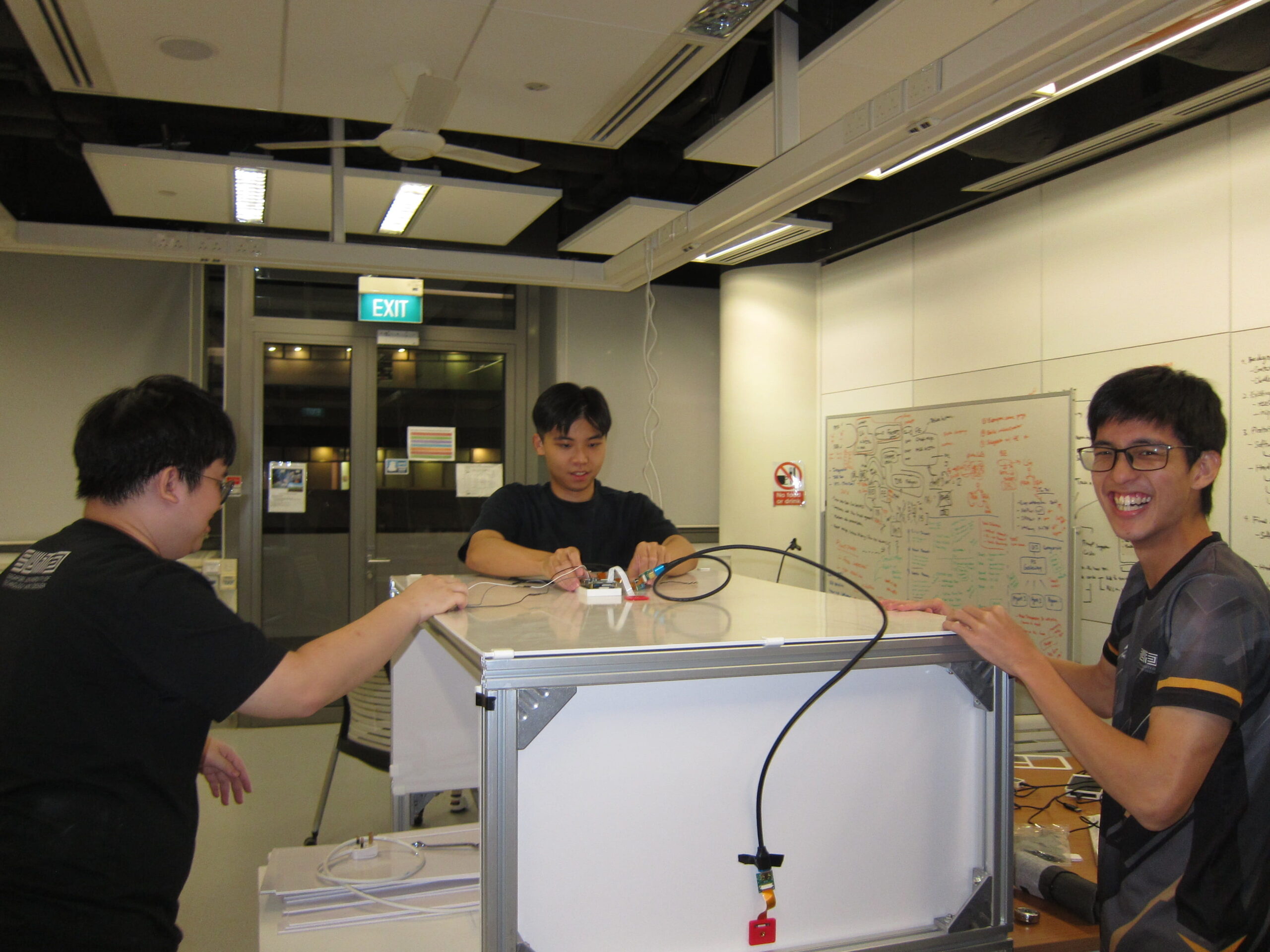
The final phase focused on bringing the system to life through an integrated prototype. A custom lightbox, multi-camera setup, and laser-triggered capture system were developed to ensure consistent data acquisition. On the software side, segmentation and reference-based colour analysis enabled reliable ΔE evaluation against industry standards. The result is a working system capable of near real-time, automated quality control in a controlled environment.
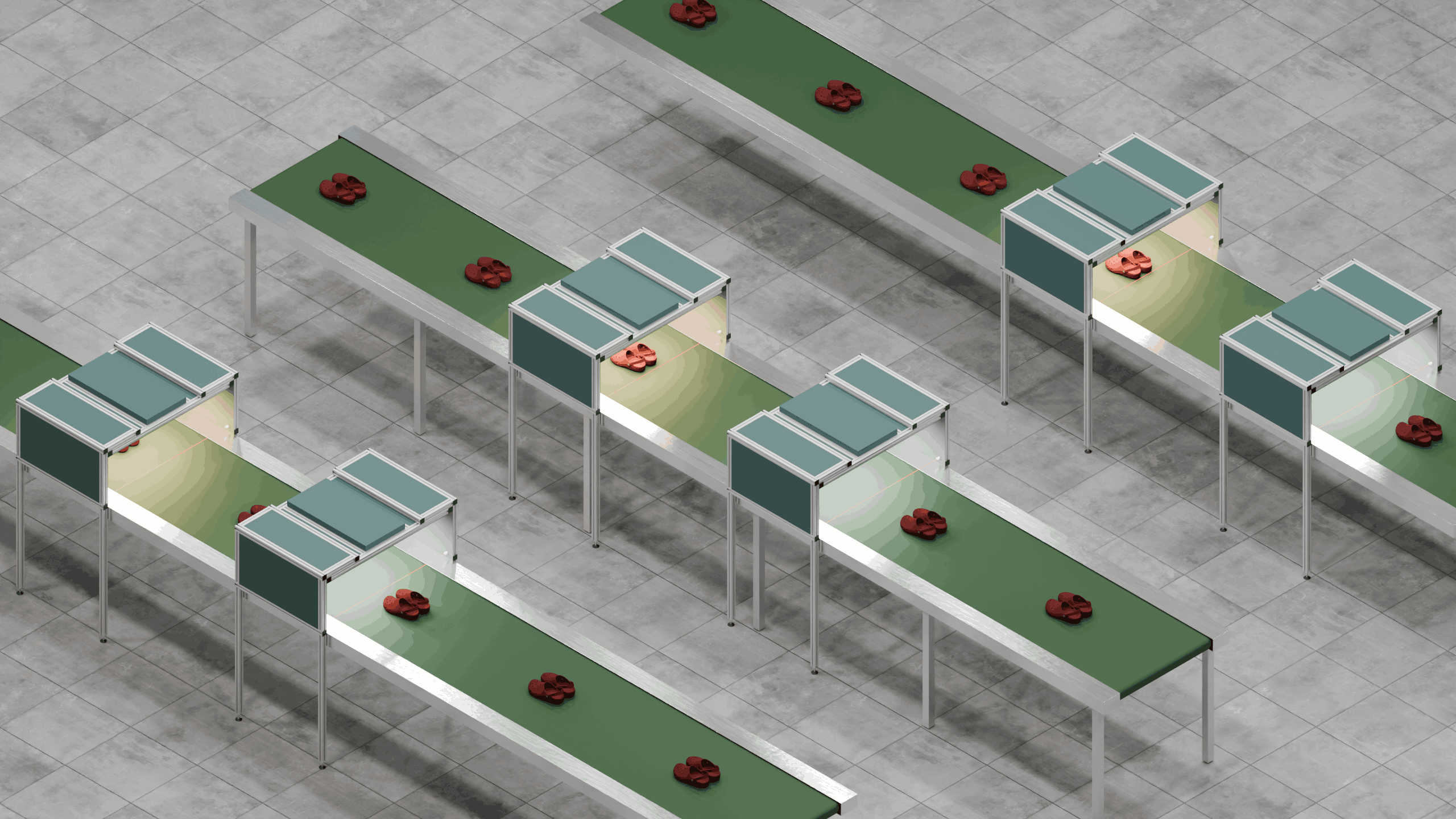

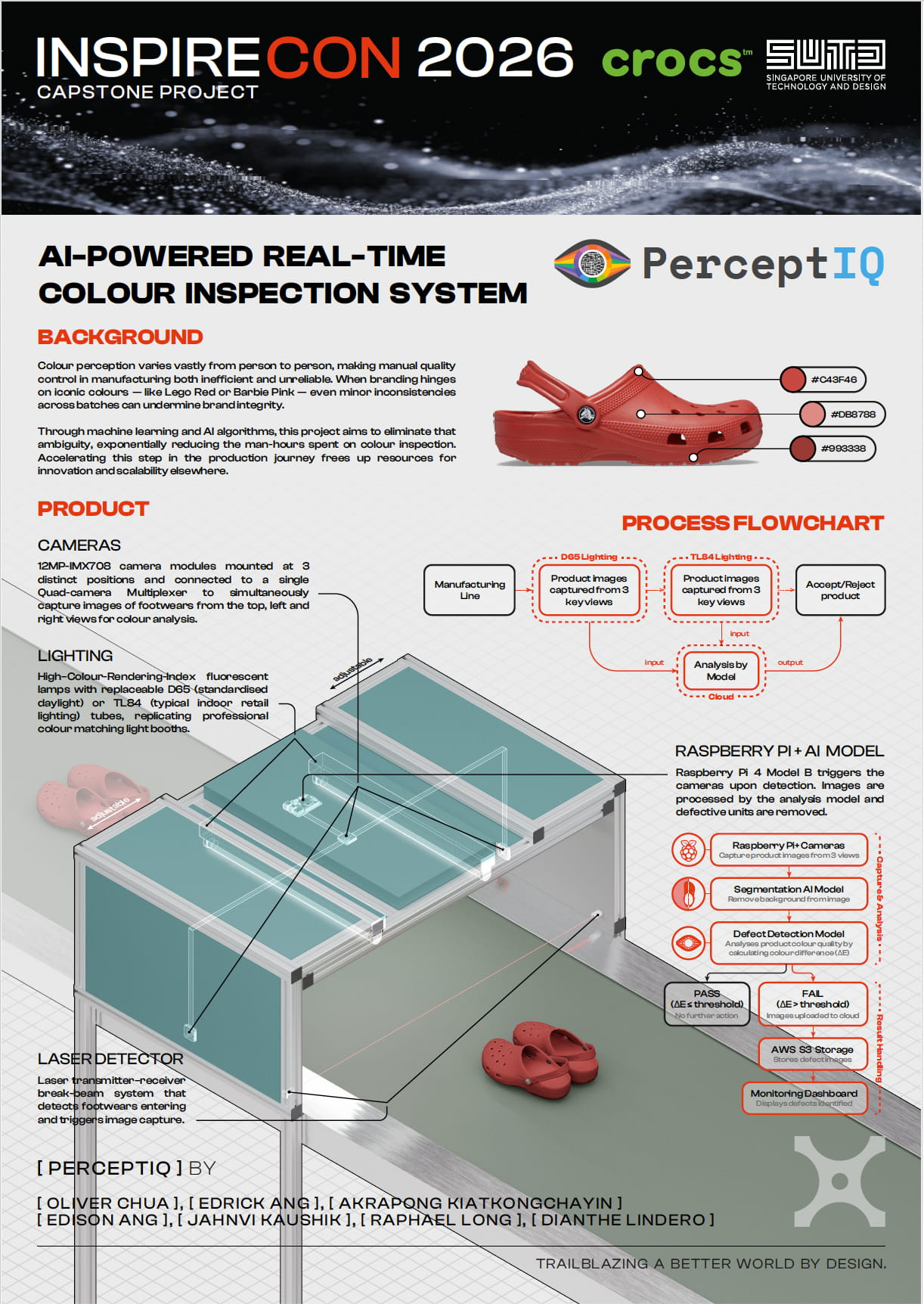
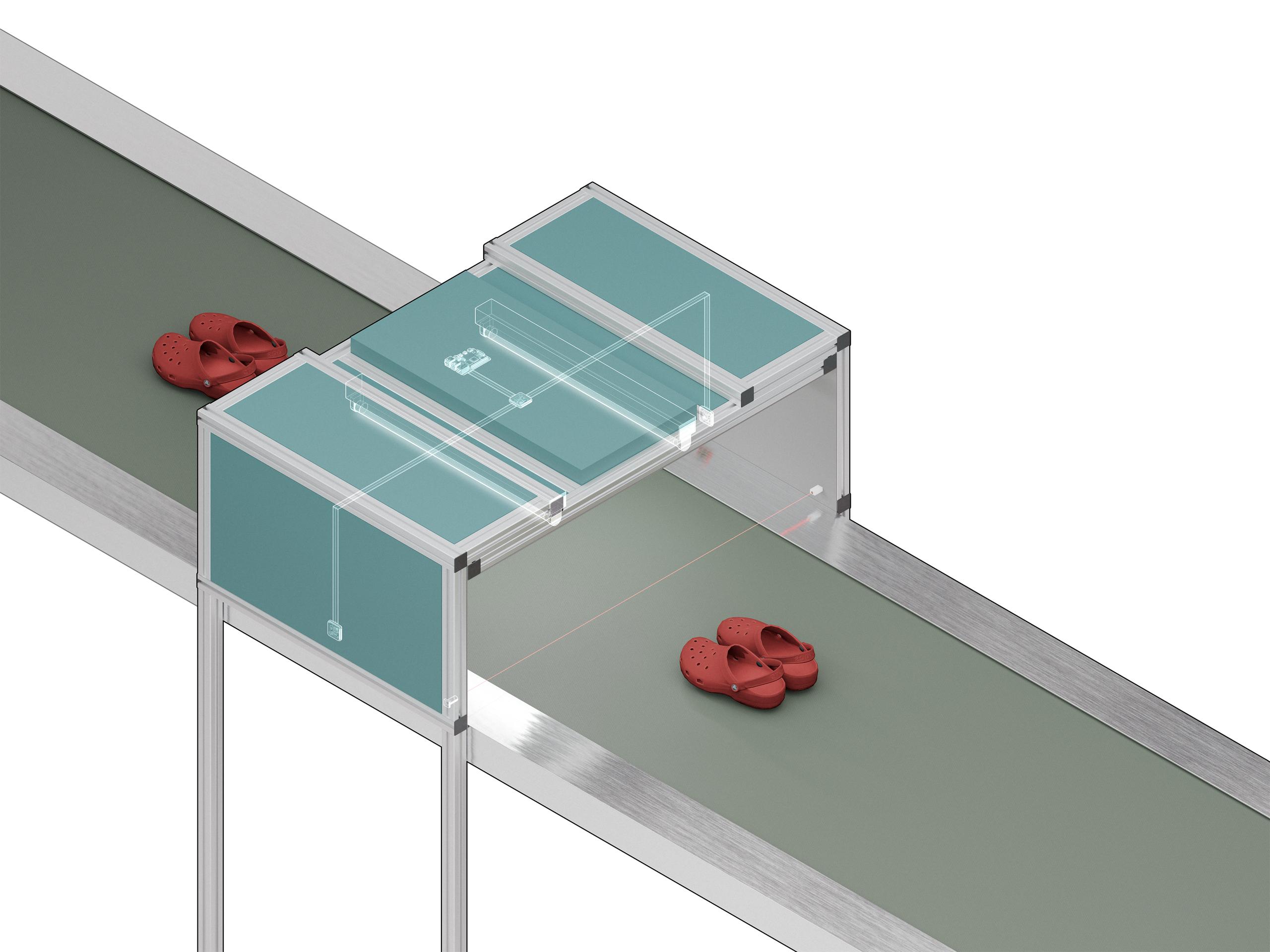
PerceptIQ enables fully automated image acquisition through a synchronised multi-camera system designed for production-line integration. As each shoe passes through the inspection zone, a laser tripwire precisely detects its position and triggers simultaneous image capture across multiple viewpoints (top, left, and right). This ensures comprehensive visual coverage of complex geometries and curved surfaces in a single pass. By eliminating manual handling and standardising capture timing and positioning, the system produces consistent, high-quality input data while maintaining real-time throughput on conveyor systems.
Accurate colour evaluation requires strict control over environmental conditions. PerceptIQ addresses this through a custom-built lightbox that replicates industry-standard lighting environments using D65 (daylight) and TL84 (retail) fluorescent sources. These high-CRI light sources are configured to provide uniform, top-down illumination, minimising shadows, reflections, and colour distortion. The enclosed setup, enhanced with blackout curtains, isolates the system from ambient light interference, ensuring that captured images remain consistent across time and deployment locations. This controlled calibration is critical for producing reliable and repeatable colour measurements.
At the core of the pipeline is a robust, interpretable colour analysis framework grounded in colour science. The system first applies a trained segmentation model to isolate the shoe region at pixel-level precision, removing background noise and ensuring accurate colour extraction. It then computes the mean L*, a*, b* values of the segmented region and compares them against a reference standard using the ΔE metric, which quantifies perceptual colour difference. By directly measuring deviation rather than relying solely on learned predictions, this approach provides stable, explainable pass/fail decisions aligned with industrial tolerances, while maintaining near real-time performance.